-
 全國服務熱線:
全國服務熱線:
13007666588

 全國服務熱線:
全國服務熱線:
 您現在所在的位置:首頁 > 行業資訊
您現在所在的位置:首頁 > 行業資訊電磁振動給料機是利用電磁激振器驅動槽體做高頻往復振動的給料設備,廣泛應用于礦山、冶金、建材、化工、食品等行業。與電機振動給料機不同,電磁振動給料機沒有旋轉部件,依靠電磁鐵和板彈簧產生振動,具有結構簡單、無級調節、給料均勻、耗電量低等優點。本文從工作原理、振幅調節方法、常見故障處理及選型參考四個方面進行介紹。
一、工作原理與結構組成
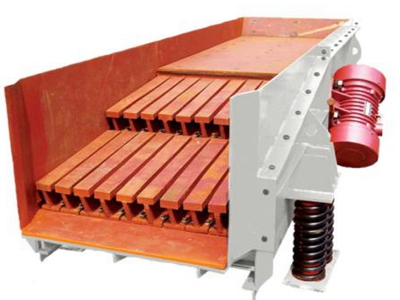
電磁振動給料機由料槽、電磁激振器、板彈簧組、控制箱和減振吊掛裝置等部分組成。
其工作原理如下:控制箱將工頻交流電整流后供給電磁鐵線圈,產生周期性脈沖電磁力,吸引銜鐵帶動料槽運動。在板彈簧的彈性恢復力作用下,料槽回彈復位。電磁力與彈簧力共同作用,使料槽產生高頻低幅振動(通常為每秒100次或50次)。物料在料槽內被連續拋擲并向前移動,實現均勻給料。
調節控制箱的輸出電壓,可以改變電磁鐵的激振力幅度,從而無級調節給料量。電磁振動給料機的振動頻率固定為電源頻率(50Hz或100Hz),調節的是振幅大小。
二、振幅調節方法
電磁振動給料機的給料量通過調節振幅來實現,主要有以下兩種方式。
可控硅調壓方式是目前應用最廣泛的控制方式。通過可控硅半波整流調壓電路,改變施加在電磁鐵線圈上的電壓,從而調節激振力幅度。電壓越高,振幅越大,給料量越大;電壓越低,振幅越小,給料量越小。這種方式的優點是調節范圍寬、響應速度快、可實現自動控制,適用于配料系統、自動稱重系統等需要實時調節給料量的場合。
調壓器調壓方式使用自耦調壓器手動調節輸入電壓,改變振幅。這種方式結構簡單、波形好(無諧波干擾),但調節速度慢、不能自動控制,適用于給料量不需頻繁改變的場合。
在實際調節時,可通過控制箱面板上的電位器旋鈕改變輸出電壓,觀察料槽振幅和物料流速。振幅應在額定范圍內調節,一般料槽振幅為1.5至2毫米。振幅過小給料不足,振幅過大會導致板彈簧過載斷裂或電磁鐵鐵芯撞擊損壞。
電磁鐵與銜鐵之間的氣隙大小也會影響振幅。氣隙過大時磁場力減弱,振幅變小;氣隙過小時鐵芯容易碰撞產生噪音。標準氣隙一般為1.5至2.5毫米,具體以設備說明書為準。
三、電磁與電機振動給料機的對比
電磁振動給料機與電機振動給料機各有特點,適用于不同場景。
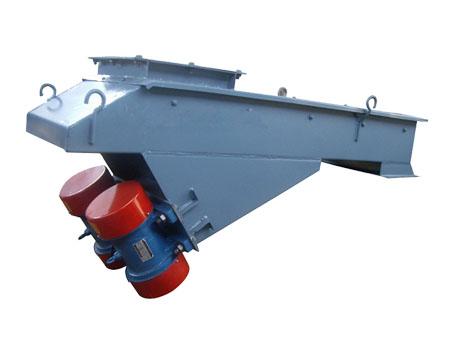
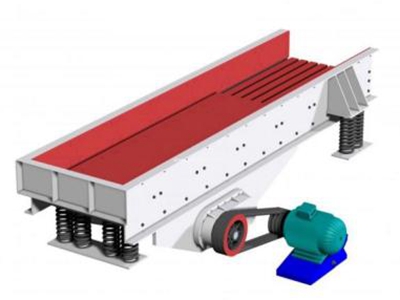
電磁振動給料機采用電磁激振,無旋轉部件,結構簡單,維護量較小,耗電量較低,可實現無級調節和自動控制。振動頻率高(每秒50或100次),對細顆粒、粉狀物料給料均勻性好。缺點是對粘濕物料適應性稍差,振幅受電壓波動影響較大。
電機振動給料機采用振動電機作為激振源,可通過調節偏心塊角度改變激振力。對粘濕物料、大塊物料適應性較好,振幅不受電壓波動影響(轉速不變)。缺點是存在軸承等旋轉部件,需定期加油維護,噪音相對較高,能耗略高于電磁式。
選型時可根據物料特性決定。粉狀、細顆粒物料可選用電磁式;粘濕物料、大塊物料建議選用電機式。
四、常見故障及處理方法
不振動表現為接通電源后料槽無振動,鐵芯無吸合聲。可能原因包括控制箱保險絲熔斷、可控硅擊穿、電磁鐵線圈斷路、電源線斷線。處理措施為更換保險絲,更換可控硅模塊,測量線圈電阻,斷路需更換線圈,檢查電源線和插頭是否完好。
振動幅度小給料不足可能原因是控制箱輸出電壓過低、電磁鐵氣隙過大、板彈簧疲勞、電網電壓偏低。適當調高輸出電壓,重新調整氣隙至標準值,更換板彈簧組,加裝穩壓器或避開用電高峰。
運行時有明顯撞擊聲表現為金屬“噠噠”聲,鐵芯和銜鐵直接碰撞。可能原因是氣隙過小、板彈簧斷裂導致料槽位移、緊固螺栓松動。調整氣隙至標準范圍,更換斷裂板彈簧,緊固所有螺栓。
振幅不穩定表現為振幅忽大忽小,給料量波動。可能原因是控制箱內電位器接觸不良、電網電壓波動大、板彈簧有裂紋。清洗或更換電位器,加裝穩壓器,更換板彈簧組。
控制箱可控硅過熱表現為散熱片燙手甚至燒毀。可能原因是負載過重、散熱風扇不轉、可控硅選型偏小。檢查電磁鐵線圈是否短路,檢查風扇是否轉動,更換更大電流規格可控硅。
五、使用注意事項
啟停順序方面,應先啟動給料機,待正常運轉后再開啟上游給料設備。停機時先關閉上游來料,待料槽排空后再停止給料機。
避免長時間空振。空載時振幅較大,長期空振容易導致板彈簧疲勞斷裂,應控制空載運行時間。
物料水分控制很重要。電磁振動給料機對粘濕物料適應性有限,物料含水率超過8%時容易在料槽內壁粘結。可加裝襯板或電加熱裝置防止粘料。
定期檢查氣隙。電磁鐵與銜鐵的氣隙會因板彈簧老化而變化,建議每月測量一次,超出范圍及時調整。
結語
電磁振動給料機適用于粉狀和細顆粒物料的均勻給料,通過調節輸出電壓即可實現無級調節給料量。了解其工作原理、掌握振幅調節方法和常見故障處理,有助于保持設備良好運行狀態。選型時可根據物料特性,在電磁式和電機式之間做出合理選擇。
新鄉市海鑫振動機械有限公司 聯系人:孟經理 手機:13007666588 郵箱:xxhxzdjx@163.com
地址:河南省新鄉縣小冀鎮民興路6號
 網站地圖 |
XML |
SITETXT
網站地圖 |
XML |
SITETXT新鄉市海鑫振動機械有限公司是一家專業生產銷售新鄉振動給料機,直線振動給料機,YZO振動電機,YZS振動電機, mzg振動給料機,電機振動給料機批發商,提供振動給料機哪家好,振動給料機電機型號,電機振動給料機價格,電機振動給料機操作